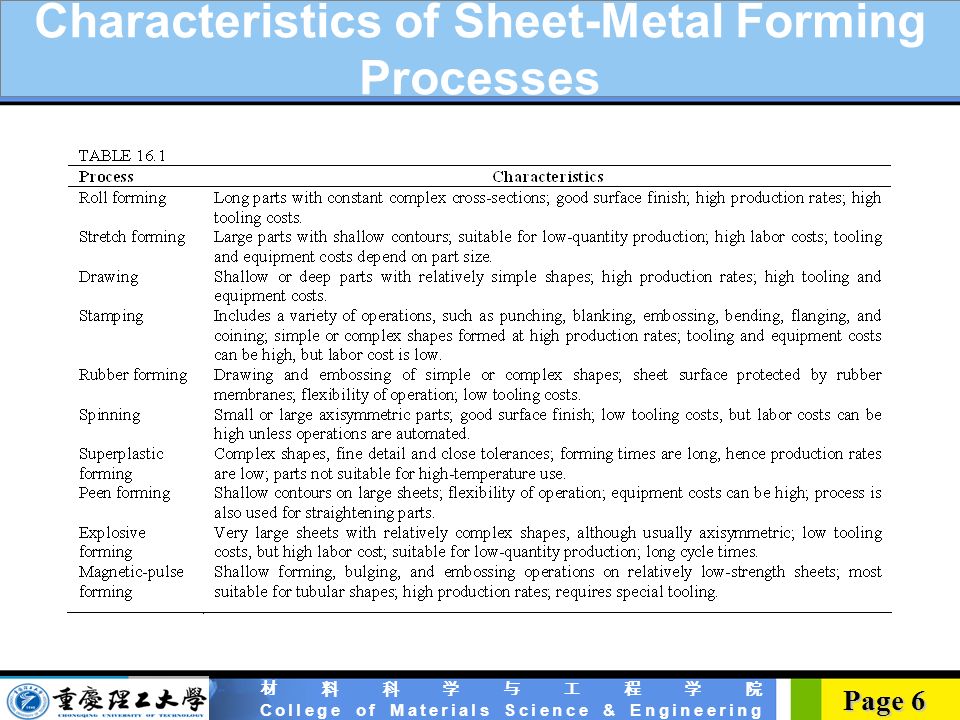
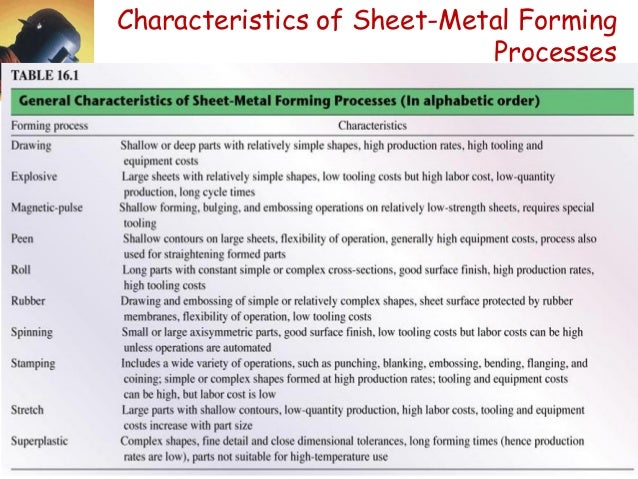
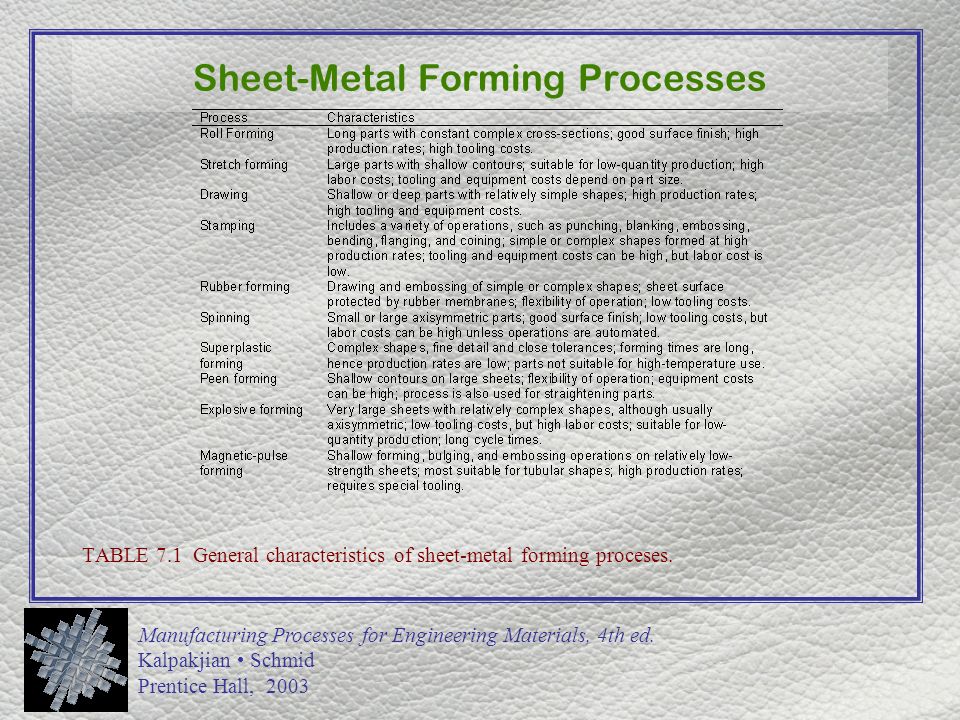
Characteristics Of Sheet Metal Forming

Sheet Metal Forming Processes Total Materia Article

Sheet Metal Forming

5 Tips For Avoiding Sheet Metal Deformation Sheet Metal Fabrication Sheet Metal Metal

Deep Drawing Sheet Metal Deep Drawing Metal Shaping

Unit 4 Sheet Metal Process Ppt Cheat Sheets Sheet Sheet Metal

Sheet Metal Forming Process Chapter 7 Ppt Download

Suitabl e for low quan tity production.
Characteristics of sheet metal forming.

Wipe Bending Sheet Metal Metal Bending Metal Bending Tools
Sheet Metal Forming Processes Ppt Download

If You Re Interested In The Sheetmetal Punching You Should Take In Mind Some Characteristics That Can Help You To Metal Fabrication Sheet Metal Metal Working

Solidworks Sheet Metal Tutorial Forming Tool Youtube Solidworks Tutorial Solidworks Sheet Metal

Pin By Bill Thomas On Metal Shaping Sheet Metal Fabrication Metal Shaping Metal Fabrication

Air Bending Press Brake Tooling Metal Bending Tools Press Brake
Roper Whitney Electromagnetic Bending Brake Magnabend Mbb 4181 In 2020 Whitney Machine Photo English Wheel

Simple Welding Projects Google Search Sheet Metal Fabrication Sheet Metal Crafts Aluminum Sheet Metal

Allow Product Engineers To Perform Geometry Based Forming Checks To Reduce Sheet Metal Forming Engineering Consulting Mechanical Engineering Design Engineering
Sheet Metal Forming Basics
Http Www2 Mae Ufl Edu Designlab Lab 20assignments Sheet Metal Pdf
U4 P4 Sheet Metal Operation

How To Make A Sheet Metal Box All Sheet Metal Metal Box Metal Tool Box

Ppt Sheet Metal Forming Processes Powerpoint Presentation Free Download Id 989407

Top One Technology For Making Outdoor Electronics Enclosure Junction Box Sheet Metal Fabrication Metal Forming Stainless Steel Cabinets

Sheet Metal Forming An Overview Sciencedirect Topics

Characteristics And Development Of Cold Formed Steel Production Cold Roll Forming Machine Http Goo Gl Ghbzna Cold Rolled Roll Forming Cold

Press Brake Bend Allowance Chart Press Brake Allowance Chart Welding And Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqyziqcontqwvdok53rt4fr91u Bnbkjmhbnki52qszkw Eo4nv Usqp Cau

Standing Sean Exhaust Hoods K E Sheet Metal Sheet Metal Fabrication Exhaust Hood Heating And Air Conditioning

Bank Safety Box Production Machine Making Machine Galvanized Sheet Metal Box
Chapter 7 Sheet Metal Forming Processes Ppt Video Online Download

Air Bending With Air Bending The Top Tool Presses A Sheet Into The V Opening In The Bottom Tool To A Predete Dobladoras Herramientas Interesantes Herramientas

Pin Em Bending Technology Tehnologie Indoire Pe Abkant
Source : pinterest.com
